


燃料比再降3~5kg/t!柳鋼5號高爐濕法噴注造襯及風口澆注技術應用分析
發布時間:
2022-12-30
來源:
作者:
摘要 本文主要介紹了2022年在柳鋼5號(1500m³)高爐上應用華西第六代濕法噴注造襯、風口區整體澆注的情況以及投產后高爐的運行情況。柳鋼5號高爐開爐投產后燃料消耗顯著下降,入爐焦比降至554kg/t,燃料比由546.5kg/t降至513.6kg/t,高爐煤氣泄漏、冷卻壁漏水問題解決,各項指標水平提高。
關鍵詞:冷卻壁 燃料比 濕法噴注、整體澆注
1.柳鋼5號高爐停爐前狀況
柳鋼煉鐵廠5號高爐有效容積1500m³,設22個風口,兩個鐵口,采用串罐式無料鐘爐頂,炭磚+碳復合磚爐底爐缸結構,薄壁爐襯,軟水密閉循環+工業水冷卻系統,重力+干法布袋除塵,爐喉十字測溫等設備。為進行對標降耗,針對高爐維修前原燃料消耗偏高的情況,圍繞爐役后期高爐燃料消耗偏高等不足,煉鐵廠制定多重優化方案,為達到爐溫和爐型的精細化管理,清除煤氣滲漏、冷卻壁漏收等高爐“頑疾”,深入節能降碳目標方向,于2022年9月對5號高爐停爐進行修理。據業內統計,華西科技高爐爐襯濕法噴注造襯技術已經成為快速修復高爐的方案,柳鋼在新技術的運用上當仁不讓,選擇該技術為此次項目的主要施工方案。
2.濕法噴注造襯技術
華西第六代濕法噴注造襯技術(專利號:201010179044.7)是高爐長壽煉鐵技術發展水平的標志之一,是智能造襯、節能降耗造襯更為快捷有效的方法。該技術對高爐爐腹、爐腰、爐身進行噴注,可以快速恢復合理爐型、提高產量、降低能耗,開爐后產生氮氣與爐壁二次結合,不斷地智能化維護爐型造襯,優化高爐燃料消耗,高爐各種指標性能良好,被國內外鋼鐵企業所采用。
2.1 技術優勢
(1)華西第六代濕法噴注造襯技術完全采用溶膠結合,使材料間的結合具備親和性,材料結構得到進一步的優化,摒棄傳統的加水結合工藝,解決了傳統工藝上水料結合差,粘結后容易脫落的現象。
(2)根據數年來的施工反饋,施工反彈率≤5%,且噴注時不產生粉塵及有毒有害氣體,不污染環境,從而避免出現因粉塵影響TRT的正常運轉。
(3)高壓噴射形成的內襯,在高爐內襯形成高致密的內襯體、氣孔率低、密度大,具有抗侵蝕性和耐磨性,從而實現快速掛渣,迅速達產的目的。
(4)穩定邊緣氣流,提高高爐冶煉強度有明顯作用。
(5)快速恢復合理爐型、提高產量、降低能耗,是高爐長壽的一種更為快捷有效的方法。
(6)智能造襯、節能降耗造襯,高爐開爐后會產生氮氣,與爐壁二次結合不斷地智能化維護爐型造襯,從而使煤氣流往高爐中心匯聚流通,從而達到節能降耗的效果。
2.2 材料優勢
(1)利用金屬(Si/Al)的延展性實現塑性成型,利用高爐內的氮化及還原氣氛實現使用中原位合成高溫增強相(Si3N4/SiAlON),與非氧化物基材形成完美的鑲嵌結構,同時實現:
◆優異的抗化學侵蝕性能
◆使用過程中具有自修復功能
◆良好的抗熱震性能
(2)以金屬-非氧化物復合材料體系為基底,通過非氧化物表面改性,采用溶膠凝膠成型工藝實現:
◆良好的流動性
◆快速干燥性能
◆干燥后的整體穩定性
華西第六代塞隆高強復合噴注料,解決了傳統水泥結合噴涂料的缺陷。具有優異的耐磨性能,良好的化學穩定性,抗折強度更高,導熱性能更好,同時具備優質的造渣能力。
3.柳鋼5號高爐施工過程
3.1 高爐風口整體澆注
3.1.1 風口帶整體澆注優勢
高爐爐缸風口整體澆注技術是一項重造陶瓷杯的新技術,其特點在于緊貼炭磚或冷卻壁直接進行支模澆筑,澆注后“陶瓷杯”與炭磚或殘襯組合磚形成整體結合,致使爐缸和風口結構更加緊密;不存在傳統陶瓷杯與碳磚間的填充層,使爐缸整體傳熱效率得以有效保證和提高,達到傳熱平衡,1150℃鐵水凝固等溫線向陶瓷杯內偏移,爐缸內能夠形成“自生”渣鐵保護層;保護爐襯安全,避免熱量傳遞不出造成的爐缸燒穿隱患等問題的發生。爐缸安全長壽得以實現。
風口區域,清理凈渣鐵后進行澆注。殘余組合磚被封閉在澆注料中,或整體澆注的風口,避免了磚縫的影響,降低風口竄煤氣的風險。
3.1.2 澆注材料選擇
風口帶高溫區澆注料采用耐高溫、抗渣鐵侵蝕、耐熱震、抗沖刷的HX-RJ溶膠結合剛玉碳化硅澆注料;所有材料均不添加水泥,以山西優質致密剛玉、碳化硅為主要原料,以美國進口硅溶膠為結合劑。加入少量速凝劑,保證強度的同時,減少澆注料的雜質含量。
由于該澆注料的材料純度非常高,結合劑為納米級硅溶膠,澆注料的燒后線變化非常小,實際檢測都在+0.1-0.2%,依靠硅氧鍵形成閉合的環、鏈、網,繼而再形成立體的網狀結構,這種立體網狀結構能夠更大限度提高材料的強度和致密度,抵抗鐵水環流的沖刷,增大抗渣鐵侵蝕能力。
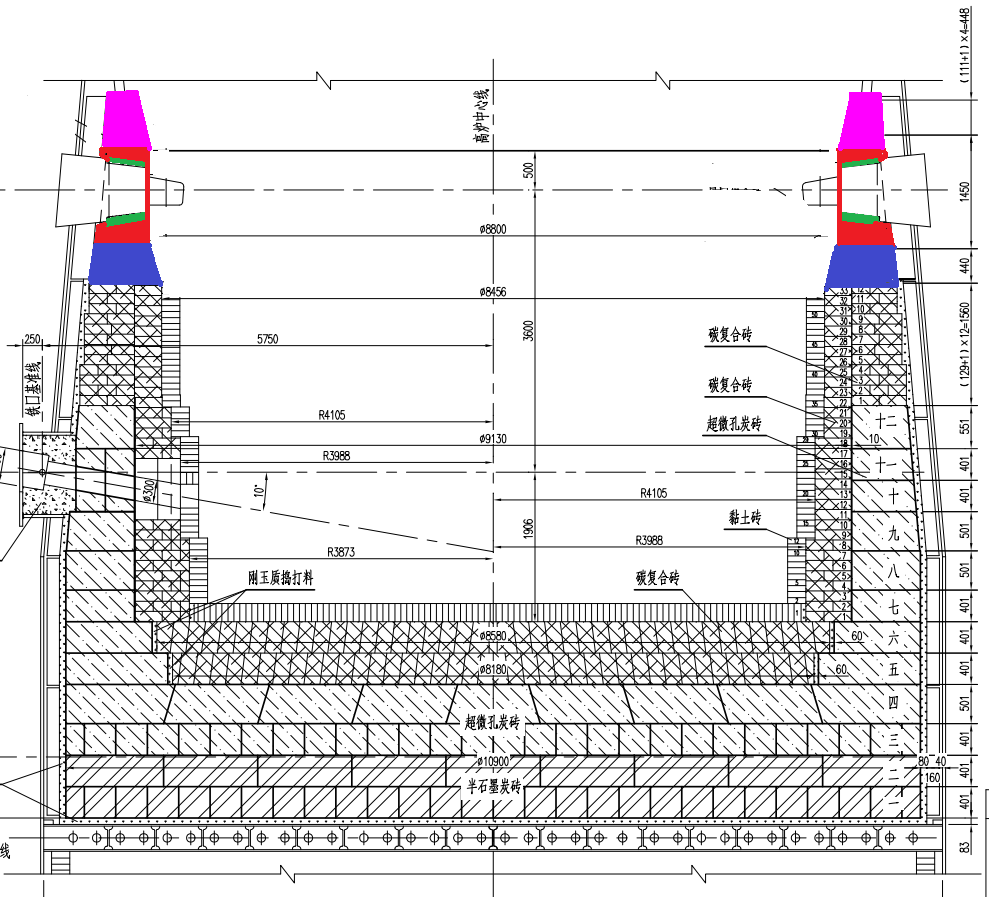
圖一 5號高爐風口區澆注示意圖
3.2 高爐風口整體澆注
3.2.1 施工工藝流程
爐壁處理-設備就位-照明-爐內錨固件及掛網-洗爐-噴注整體施工
為保證更佳的噴注效果,采取以下的技術措施保證:根據爐內襯不同部位的內徑尺寸不同,調整機械手與爐墻的距離。根據各部位的內徑尺寸,噴涂操作手根據與墻面的距離,進行調整位置、角度等。噴注過程中料、速凝劑、風三要素的主要參數:風壓及風量,出料量和速凝劑加量,均依實際情況及時調整。速凝劑液體量控制在0.5-1.0%。為保證順利開爐及開爐后的快速順行,回彈料將及時從風口處清出,而不形成堆料。

圖二 5號高爐風口區澆注施工圖
3.2.2 噴涂材料選擇
爐身中上部低溫區采用耐機械磨損,抗熱震的(HXNCS-1)莫來石噴注料;風口帶上方和爐腹-爐身下部的高溫區采用抗渣鐵侵蝕,耐熱震,使用溶膠結合的剛玉碳化硅噴注料(HXNCS-2)效果比較理想。
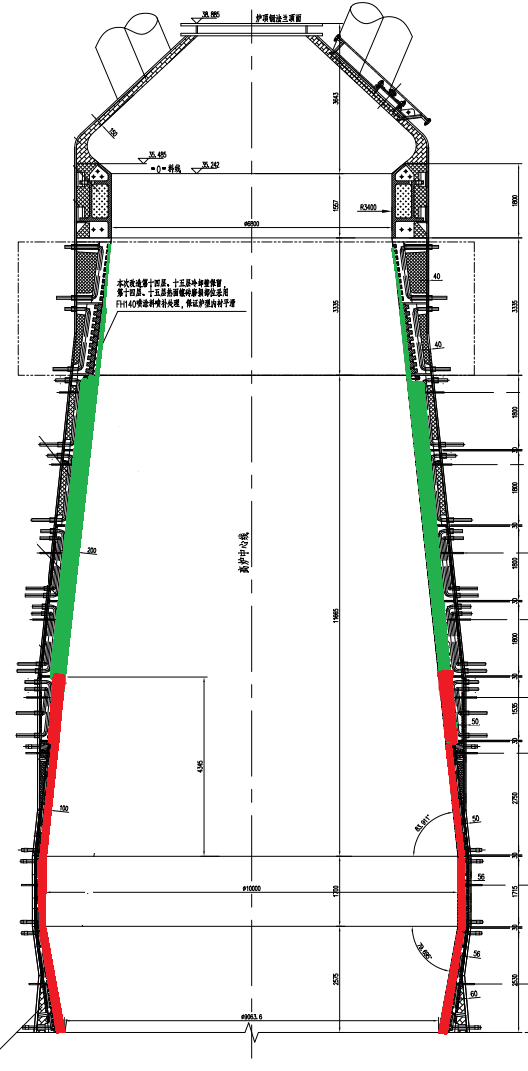
圖三 5號高爐濕法噴注造襯示意圖
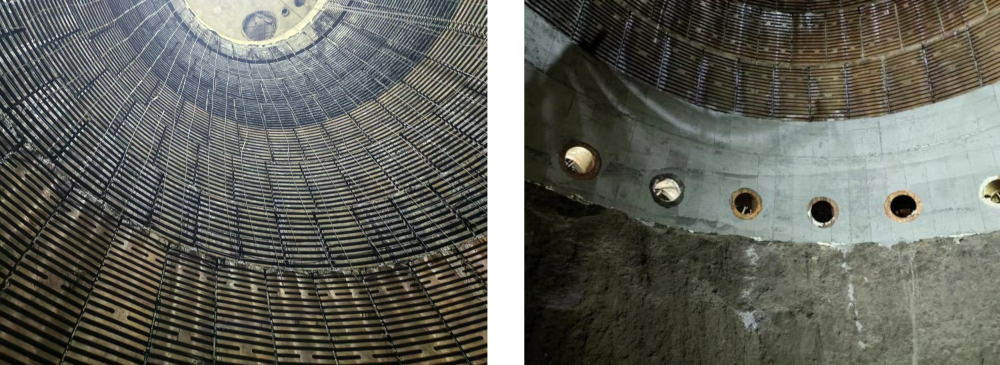
圖四 5號高爐濕法噴注造施工
3.3 烘爐
安裝好鐵口導風管及中小套后,10月8日14:36用撥風烘爐,15:36用風機送風烘爐,10月17日8:42休風時烘爐結束。升溫速度不大于15℃/小時,控制在10℃/小時;降溫速度不大于30℃/小時。采用的烘爐完成標準為:
1)爐身熱電偶溫度達到110℃
2)爐頂水份儀測量的爐內爐氣水份與大氣水份接近。
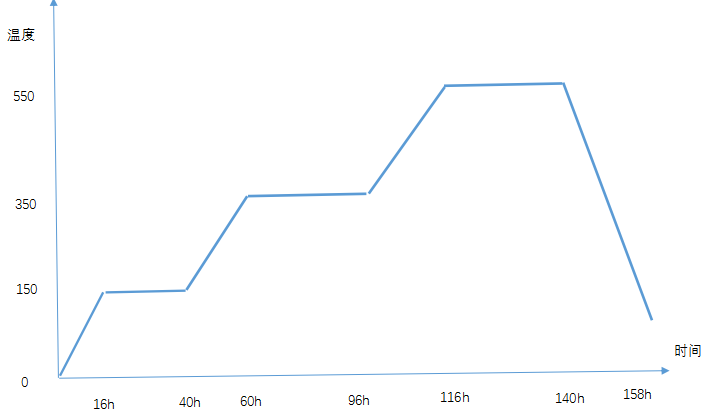
圖五 5號高爐烘爐曲線
4.開爐后5號高爐運行情況
5號高爐在10月26日正式開爐,開爐后爐況順行,走料正常,鐵水一級品率達100%,入爐焦比降至554kg/t,較維修前焦比下降了4~5kg/t,有效燃料比由546.5kg/t降至513.6kg/t,較維修前下降了3~5kg/t。軟水溫差長期穩定在4~6℃,爐內中心氣流穩定可控,煤氣利用率得到較大提高,高爐利用系數3.07 t/m3·d,風溫1028℃,各項技術經濟指標喜人。
5.結語
柳鋼5號高爐從冷卻壁開始漏水,煤氣泄漏,逐漸擴大范圍。研究論證,制定停爐方案,再到風口帶整體澆注,噴注整體施工,開爐恢復生產,整個過程是比較成功的操作方法。華西濕法噴注造襯技術是一種快速修復高爐爐襯的方式,該項技術能控制適宜的爐墻冷卻可以降低高爐熱損失,從而降低燃料比,適宜的冷卻保證爐型相對穩定,尤其是消除了爐身中下部爐墻粘接,高爐走料順暢,爐況強化優化,降低了燃料比,并保持爐況長期穩定順行,目前得到鋼企的廣泛認可。據了解,進入12月份,柳鋼5號高爐焦比,燃料比指標優化。
6.參考文獻
1] 朱仁良. 寶鋼大型高爐操作與管理[M]. 北京:冶金工業出版社. 2015.
2] 周傳典. 高爐煉鐵生產技術手冊[M]. 北京:冶金工業出版社. 2018.
3] 袁武均 鐘波 . 柳鋼高爐降低燃料比生產實踐 煉鐵交流.2021.5.
河南華西科技集團
地址:河南省鞏義市耐材聚集區創業路1號
浙江省湖州市長興縣夾浦鎮長興經濟開發區城北工業功能區B區
電話: 4001665689
網址: m.wsnet.com.cn
信箱: huaxi_5689@126.com

微信公眾號